硬質クロムめっきとは
バフ研磨
加工事例・製品案内
品質保証・検査
環境への取り組み
会社概要
お問い合わせ
加工事例・製品案内
TOP
> 加工事例・製品案内
加工事例・製品案内
医療機器部品
ゲージ関係
コネクター・半導体部品
治工具
ピン
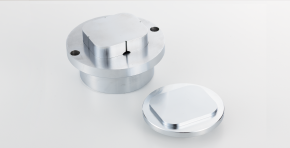
金型部品
充填機部品
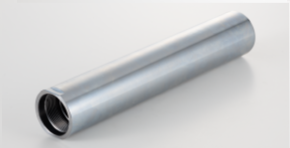
シャフト・丸物
医療機器部品
ゲージ関係
コネクター・
半導体部品
治工具
ピン
金型部品
充填機部品
シャフト・丸物